Penelitian Terbaru :
| Development of HPAM and Biodegradable Surfactant for ASP Flooding in Enhanced Oil Recovery Prof. Dr. Johnner Sitompul, Dr. Ucok W.R. Siagian, Annisa Sabrina, Stefanus, Michael D.M.S |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”One of the most effective EOR methods is known as Alkaline-Surfactant-Polymer Flooding, because it has the synergy between solution mixture from alkaline, surfactant, and polymer. Furthermore, polymer can increase the viscosity of the solution, so mobility ratio of the injected solution decreases significantly hence the oil recovery will increase. One of an alternative popular polymer is hydrolyzed polyacrylamide (HPAM), synthesized using hydrolysis of polyacrylamide, while polyacrylamide come from polymerization of acrylamide monomer. Polymerization method to produce HPAM applies aqueous solution polymerization in order to obtain very high molecular weight for EOR. The application of biodegradable surfactant (anionic type) is very good alternative to petroleum based one considering environmentally friendly aspect in ASP. The biodegradable surfactant was synthesized from sulphonation of fatty acid methyl ester (FAME), produced from methanolysis of Palm Kernel Oil and fractionation of its FAME with C16 and C20 FAME cut. The objective of this paper is to characterize and discuss the effect of hydrolyzed polyacrylamide (HPAM) and biodegradable surfactant formulated for the alkaline-surfactant-polymer (ASP) Flooding in Enhanced Oil Recovery (EOR). The addition of surfactant is to reduce surface tension and change the wettability so it can reduce capillarity tension in the rock. Further, the study will compare oil recovery using ASP flooding compared to SP flooding or Polymer flooding, respectively.” ][/bg_collapse] |
| Production of Lactic Acid from Empty Fruit Bunch of Palm Oil Using Catalyst of Barium Hydroxide Prof. Dr. Johnner Sitompul, Dr. C.B. Rasrendra, Ana Kemala Putri Jauhari |
 |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Oil palm carries an extensive readily-to-utilize potential in various industries. As a commonly prevalent solid waste in oil palm industries, Oil Palm Empty Fruit Bunch (OPEFB) can prospectively be re-capitalized as a raw material to produce lactic acid through catalytic chemical reaction. Lactic acid serves to become a vital starting source to produce Poly-D,L-Lactic Acid (PDLLA). To be used as PDLLA, then lactic acid which once must have high purity. Thus, one important stage of the conversion process of OPEFB to PDLLA is the purification stage. The general objective is to produce PDLLA from OPEFB through esterification-hydrolysis purification method. OPEFB chopped with different size ranging from 30 – 60 mesh was introduced into reactor as feed.” ][/bg_collapse] |
| Design of Reactor Side Feeding with Flow Reversal as a New Method for Manipulation of Local Elementary Reaction Dr. Yogi Wibisono Budhi |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”The simulation of dynamic reverse flow operation (RFO) with reactor side feeding for selectivity issue during exothermic reaction, while incorporating mass and energy balances both solid phase and gas phase, is presented in this paper. This reactor operation was proposed with aim to avoid the conversion decrease during regular RFO. In addition, the manipulation of the product distribution became another opportunity for improved reactor performance. The reactor model consisted of mass balances on the level of elementary steps, which led to detailed dynamic influence of flow reversal effect on kinetics. The energy balance was incorporated with lean heat release due to very small concentration of reactant, diluted by inert. The model resulted in partial differential equation for mass balance in the gas phase, heat balances either in the gas phase and solid phase, and ordinary differential equation for mass balance in the solid phase. All differential equations were simultaneously solved using a software package FlexPDE version 7. The results showed the production rate of the desired product can be kept at high level, which may exceed the level of regular RFO and even of steady state operation (SSO). Even for the quasi-steady state regime, the reverse flow reactor with side feeding shows a different product distribution in comparison to SSO. The influence of shifting the feed positions to the reactor center is most pronounced. The reverse flow operation with reactor side feeding is a prime key for improved conversion and manipulation of product distribution.” ][/bg_collapse] |
| Influence of Solvent Degradation to the CO2 Absorption Dr. Antonius Indarto, Dr. Anggit Raksajati |
 |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Degradation of amines during gas treating process is a complex phenomenon that leads to a number of different organo-chemical products that may not yet have been fully characterized and quantified. Although, the degradation process was resulted from combined effect of oxidative catalyzed by CO₂ and thermal degradation, thermal degradation in the absence of oxidative agents was suspected to have little influence especially at temperature below 120°C. Moreover, this research examines the impact of thermal degradations on the performance of the CO₂ absorption by benchmarking the performance of the CO₂ absorption at a temperature and pressure chamber with various amines such as MEA, MDEA and some amine blends. Since, the overall objective is to understand the environmental impact of amino solvents when implemented for post combustion CO₂ capture at large scale from low pressure flue gas stream, the emphasis in this report has been given to those amino solvents that are being used at present either commercially or at the technology demonstration scale for such an application.” ][/bg_collapse] |
| Decolorization of Crude Terpineol by Adsorption Method Dr. Antonius Indarto, Dr. Megawati Zunita, Dr. Tatang Hernas Soerawidjaja, and Yansen Hartanto |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Industrial terpineol is commonly manufactured from more readily available turpentine or α-pinene rather than extracting from natural plants or woods. The product of the synthesis results in a dark color liquid that could reduce the price and limit the use of the product itself. Finding a suitable solid adsorbent that is able to adsorb the impurities could be a better way to solve the problem rather than using energy-demanding process, such as stage-wise distillation. In this study, four different solid adsorbents were tried to decolorize the dark color of synthesized terpineol from α-pinen. Bentonite shows a very promising result as it could alter the color of the liquid into light yellow. Compared to other adsorbents, bentonite performed better at the same particle size and solid loading. The decolorization performance was also influenced significantly by the size of the solid adsorbent.” ][/bg_collapse] |
| Membrane Technology for CO2 Removal: Membrane Gas Separation vs. Membrane Contactor Prof. Dr. Mubiar Purwasasmita (alm.), I Gede Wenten, Ph.D., Dr. Anggit Raksajati, Khoiruddin,ST, MT |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Increasing concentration of greenhouse gases in the atmosphere, most notably carbon dioxide (CO₂) has become a global concern as a major cause of climate change and global warming. In order to mitigate such problem, numerous concepts and technologies to reduce CO₂ emission have been developed. Membrane-based technologies have been drawing a great attention for carbon capture applications due to their advantages such as low cost, low energy, flexible in operation, and modularity. The membrane can also be integrated with another process (for example liquid absorption), combining the benefit of both processes such as in the case of membrane contactor (MC). In this work, the recent development of membrane-based carbon capture technologies is reviewed, including membrane gas separation (MGS) and membrane gas absorption or MC. Furthermore, the state of the art and the present status of MGS and MC in carbon capture will be discussed in detail, focusing on the development and challenges for MGS and MC in carbon capture applications. The development of superhydrophobic membrane which is an emerging approach to avoid wetting phenomenon in MC is also discussed. In addition, comparison of MGS and MC performance is also highlighted in this paper. Finally, prospect and challenges of membrane-based carbon capture technology are pointed out.” ][/bg_collapse] |
| Utilization of Ultrafiltration Membranes in Parmesan Cheese Making from Cow Milk Dr. Lienda Aliwarga H, Henry Sutjiono, ST, Cindy, ST |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Conventional Parmesan cheesemaking requires a significant amount of aging time and rennet used. Those two factors hinder current Parmesan cheese production in Indonesia. Therefore, an alternative method is highly necessary to overcome those problems without compromising its particular flavor and aroma. This study proposes to add non-starter lactic acid bacteria (NSLAB) in order to reduce aging time required and utilize ultrafiltration membrane to reduce amount of rennet used in Parmesan cheesemaking. Produced Parmesan cheese’s qualities were then compared to commercialized Parmesan cheese. Results showed increases in protein yield (80.62% to 89.89%) and cheese yield (8.54% to 10.17%). A culture concentration of 0.0106%-v/v each without aging time showed comparable qualitative parameters with commercialized Parmesan cheese. Overall it is concluded that application of ultrafiltration membrane and non-starter lactic acid bacteria addition can improve current Parmesan cheesemaking methods.” ][/bg_collapse] |
| Metal Removal from Lube Oil using Membrane Filtration Dr. Danu Ariono, Prof. Dr. Subagjo and Prof. I Gede Wenten, Ph.D. |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Waste lube oils are classified as hazardous waste due to the metal contents derived from the additives and wear. Most lube oils contain up to 20% of additives including antioxidants, anti-wear, and de-foaming agents which are generally used to extend the usage of lube oils and enhance engines performance. The most widely-used additives are containing metal as they exhibit efficacy in performance enhancement. However, those additives increase the hazardous level of waste lube oils and are highly toxic when released into the environment. Waste lube oils processing is a better option since not only minimize the toxicity and the complexity of waste lube oils, but also may produce the valuable products at the same time, i.e. fuels, solvent, and base oils for production of new lube oils. In this paper, the common technologies for waste lube oils processing, including physical and chemical processes are reviewed. In addition, more recently developed technology such as membrane technologies and their potential application in waste lube oil processing are also discussed.” ][/bg_collapse] |
| Study of Electrolyte Diffusion through Charged Swelling Membrane Dr. Danu Ariono, Prof. I Gede Wenten, Ph.D, Prof. Dr. Subagjo, and Anita Kusumawardani, S.T., M.T. |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Charged ultrafiltration membranes have been used for several applications due to their separation ability that combine sieving mechanism and electrolyte diffusion. In this work, diffusion performance of solutes through polyvinyl alcohol/polyallylamine membrane was studied. Glutaraldehyde was added as crosslinking agent, while NaCl and CaCl₂ were used as solutes, either as a single or double solute. The results showed that for single solute diffusion, diffusion of Na⁺ and Ca²+ were only affected by swelling degree. Meanwhile, at diffusion of double solute, there was interaction between Na⁺, Ca²⁺, and membrane charge that made Na⁺ ions moved faster and Ca²⁺ ions moved slower.” ][/bg_collapse] |
| Study of Protein Separation on Charged Ultrafiltration Membrane Dr. Danu Ariono, Prof. I Gede Wenten, Ph.D, Prof. Dr. Subagjo, and Anita Kusumawardani, S.T., M.T. |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Separation process of proteins was analyzed by Nernst-Planck (NP) based model to determine two parameters, i.e. effective charge of the membrane (φ) and actual membrane porosity (Ak). By considering interaction between membrane and proteins as well as interaction between the protein molecules, those parameters are used to predict the fouling phenomenon of proteins on the charged membrane surface. In this paper, the parameters in N-P model was determined based on experimental data of protein separation (bovine serum albumin/BSA and hemoglobin) by a sulfonated polyethylene membrane at solution pH between 5 to 8. The results show that the most effective separation occurred at pH 5 (α= 5). The actual porosity (Ak) of the membrane is influenced by the type and charge of proteins. The decrease of negative charge along with the increase of solution pH increased the porosity of the membrane, which reduced the rejection of proteins. The φ values are between 0.99996 to 1.0000, which means that the fixed charge on the membrane structure is higher than the concentration of proteins. The φ value was not influenced by the presence of charge solute in solution.” ][/bg_collapse] |
| Combined ultrafiltration-electrodeionization technique for production of high purity water Prof. I Gede Wenten, Ph.D., Prof. Dr. Subagjo, Dr. Danu Ariono, Khoiruddin, S.T., M.T. |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Electrodeionization (EDI) is the most common method to produce high purity water used for boiler feed water, microelectronic, and pharmaceutical industries. Commonly, EDI is combined with reverse osmosis (RO) to meet the requirement of EDI feed water, with hardness less than 1 ppm. However, RO requires a relatively high operating pressure and ultrafiltration (UF) as pretreatment which results in high energy consumption and high complexity in piping and instrumentation. In this work, UF was used as the sole pretreatment of EDI to produce high purity water. Tap water with conductivity 248 μS/cm was fed to UF-EDI system. The UF-EDI system showed good performance with ion removal more than 99.4% and produced water with low conductivity from 0.2 to 1 μS/cm and total organic compounds less than 0.3 ppm. Generally, product conductivity decreased with the increase of current density of EDI and the decrease of feed velocity and UF pressure. The energy consumption for UF-EDI system in this work was 0.89–2.36 kWh/m³. These results proved that UF-EDI system meets the standards of high purity water for pharmaceutical and boiler feed water with lower investment and energy consumption than RO-EDI system.” ][/bg_collapse] |
| Zero Sludge Palm Oil Milling Plant using Superhhydrophobic Membrane based Oil-Oil Extraction Prof. I Gede Wenten, Ph.D., Prof. Mubiar Purwasasmita (alm.) |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Palm oil industry becomes one of the most important agro-industries for tropical countries due to unique properties and wide range uses of palm oil for various end products. In a palm oil extraction process, a significantly large quantity of water is required wherein a half portion of the water will end up as effluent. This palm oil milling effluent (POME) has an extremely high content of organic matter which can cause severe pollution of waterways and other environmental problems. Disposal of this highly polluting effluent has become a major problem for palm oil milling industry. Therefore, several methods have been proposed to treat the POME so it could comply with environmental regulation while discharged or to recover water and other valuable components from the effluent. Membrane technologies have emerged as a feasible alternative to conventional treatment in vegetable oil processing due to their attractive features, such as low energy consumption, reduction in the number of processing steps, high separation efficiency, and improvement of final product quality. In the case of POME treatment, integrated membrane-based process promises an efficient water recycling and total solid recovery from the effluent thus eliminating the environmental problem. Recently, a novel concept combining oil-oil extraction and continuous filtration using superhydrophobic membrane has been proposed to achieve a zero sludge palm oil milling plant. In this concept, the huge wastewater effluent generated from the conventional process could be eliminated and the palm oil milling process could be simplified. Furthermore, the superhydrophobic membrane enables the production of palm oil with high purity. In this paper, the prospect of zero sludge palm oil milling plant concept and strategies to achieve the proposed concept will be reviewed. In addition, development of superhydrophobic membrane and its prospect, and phytonutrients recovery will also be pointed out.” ][/bg_collapse] |
| Sulfonation of Methyl Ester in Falling Film Reactor to Produce MES (Biosurfactant) Dr. Retno Gumilang Dewi, Dr. Utjok W. R. Siagian |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Crude oil production can be increased through Enhanced Oil Recovery (EOR) method, with chemical injection as one of the methods that can be used. Chemical injection is able to lower the value of interfacial tension (IFT) between oil and reservoir’s rock. Therefore, oil is able to flow out of rocks. Surfactant is the chemical that plays the role of lowering the value of IFT. Petroleum sulfonate is the most common type of surfactant used in EOR method. MES is a surfactant that has surface-active properties, good biodegradability, good in detergency, and is not sensitive to water hardness. This study aims to perform sulfonation of methyl esters (ME) using SO₃ gas that is dissolved in oleum (H₂SO₄.SO₃). The methyl ester to be sulphonated is based on CNO and PKO. Sulfonation is performed in falling film reactor with a heating temperature of 70⁰C and is equipped with cooling water to facilitate heat transfer. The product of sulfonation is tested by Fourier Transform Infra-Red (FTIR). FTIR results indicate the presence of S=O and OH groups, indicating sulfonation reaction has occurred. The phase diagram test is performed to determine the composition between MES, cosurfactant, and water formation. The composition ratio of MES, cosurfactant, and briner water that is most isotropic is 1:20:27, with ethanol as the cosurfactant. The IFT test results showed that CNO type produces the lowest interfacial tension value against light oil and waxy oil, which is 11.4 mN/m and 10.3 mN /m respectively.” ][/bg_collapse] |
| Development of Fischer-Tropsch Catalyst for Liquid Fuel Production Dr. I.G.B.N. Makertihartha, Prof. Dr. Subagjo, Dr. Melia Laniwati, Zaki Al Fathoni, MT |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Future fuel scarcity issue has become major concern for many energy security policies. As a very potential process to produce fuel, Fischer-Tropsch synthesis (FTS) with cobalt-based catalyst has been developed to produce wax as feedstock for further catalytic cracking. Therefore, this research was conducted to observe Co/Al₂O₃ catalyst properties enhancement through support pretreatment using NH₄NO₃ and Cu promoter addition toward higher activity and selectivity. Catalysts were prepared by dry impregnation method. XRD, BET and TPR analyses were performed to characterize catalysts properties. Activity tests showed CO conversion, H₂ conversion and selectivity of C₅₊ were in the range of 25.1% to 96.2%, 24.2% to 83.7% and 53.5% to 75.9% respectively. Crystallography measurements exhibited 8.6-9.8 nm cobalt particles size. In this study, FTS was evaluated by using fixed-bed reactor at 20 bar, 250 C, and WHSV of 1500 ml/g.cat/h⁻¹. Support pretreatment increased the pore size of γ-Al₂O₃ and slightly enlarged cobalt diameter. While addition of Cu improved the reducibility of the catalyst. Addition of Cu promoter on the modified Co-based catalyst can improve the reducibility and activity of catalyst. The Co-Cu(0.6) catalyst obtained from our experiments is the best catalyst that offers higher CO conversion and C₅₊ selectivity. The larger pore size of the support affects the size of the cobalt particles formed. The particle size of Co then affects conversion and selectivity. High conversion values and selectivity of C₅₊ formation are obtained at a minimum Co particle size of 8 nm.”][/bg_collapse] |
| Development of Electrodeionization Module for High Salinity Prof. Dr. Subagjo, Dr. Danu Ariono, Prof. I Gede Wenten, Ph.D., Khoiruddin, ST, MT |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Electrodeionization (EDI), as a combination of electrodialysis and mixed-bed ion exchange process, manage to show the separation effectiveness that provides a solution to various modern deionization purposes. In this study, the performance of EDI in seawater desalination is investigated under controlled applied voltage. The variation of applied voltage ranging from 10 to 50 volt is introduced to the EDI system to study its desalination kinetics. At constant feed water TDS, applied voltage, spacer thickness, and system recovery significantly affect final diluate TDS. EDI demonstrate a good performance in seawater desalination with removal efficiency around 98.7%. Initially, diluate TDS decrease with applied voltage but increase again after reach minimum point due to back diffusion and water splitting effect. System recovery shows a negative effect on diluate quality. Two-stage operation can effectively enhance ion transport and minimize back diffusion problem. Long-term performance test suggests that EDI cell with 4 mm spacer is the best system in this experimental area with the lowest diluate TDS. The specific energy consumption of EDI process in seawater desalination is 12.96 kWh/m³ which is lower than SWRO at a small production capacity (less than 3.6 m³/h). This study also recommends low voltage operation to minimize Joule Heating effect.” ][/bg_collapse] |
| Metal Oxide based Antibacterial Membrane and Active Substances of Natural Material for Wastewater Treatment Dr. Megawati Zunita, S.Si., M.Si., Prof. I Gede Wenten, Ph.D.,Yuda Satria Syafii, and Firmansyah Agil Saputra |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Biofouling is one of the major problems that hamper the application of membrane processes. Biofouling causes performance deterioration and higher energy consumption due to membrane pore blockage. In addition, it also results in a higher cleaning frequency and a shorter membrane lifetime which increases membrane operating and maintenance cost. Preparation or modification of membrane with antibacterial properties has been considered as one of the attractive strategies to control biofouling. Recently, the combination of polymeric with biocidal materials has attracted a great attention in the preparation of antibacterial membrane. A lot of metal oxide nanoparticles which have biocidal characteristics have been used to prepare nanocomposite membrane with remarkable antibacterial properties and significant biofouling reduction. According to studies that have been reported, the enhancement of anti-biofouling of the membrane was due to an interaction between the metal oxides and microorganism on the membrane surface which prevents biofilm formation. The enhancement of metal oxide nanoparticles antibacterial effect has been studied, including the elaboration of nanostructured oxide consisting of two or metallic components. In this research, the metal oxide-based antibacterial membrane is comprehensively studied. In addition, mechanism of metal oxide particles in preventing biofilm formation will be learned.” ][/bg_collapse] |
| Development of metal ion separation process from mine waste processing industry by membrane (Nanofiltatrion & Ultrafiltration) based on graphene oxide. Dr. Megawati Zunita, S.Si., M.Si., Prof. I Gede Wenten, Ph.D., Putu Teguh Dharmawijaya, S.T., Ratri Irawanti, S.T.,and Zulhaj Rizki, S.T., M.Sc. |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Nowadays, membrane technology is one of excellent separation method. However, membranes as usual used have the heterogeneous pore size, poor mechanical property, thermally unstable, and fouling problem, therefore becomes a major challenge for many researchers. One of the most promising ways to address this issue is by making a composite membrane by introducing graphene oxide (GO). Graphene oxide (GO) is a two-dimensional material endowed with unique physicochemical, electrical, and thermal properties. Furthermore, GO has a large area and ultrathin layer surface, which is suitable for membrane technology as separation technology method. Its properties can be reducing volume area ratio of membrane to maximize flux and minimize transport resistance. Because of these exceptional properties, GO is then considered of being able to improve the separation performance of the native membranes. Recent developments in this area have shown the improvement of separation property coming from the GO-composite membrane. This is also followed by improvement in the physicochemical property of the resulting composite membrane such as in thermal and mechanical properties. In practical application, such GO-composite membranes have also been shown to be feasibly applied to separate heavy metal ions, mixture of gases, and organic materials. In addition, the GO-composite membrane is also suitable to be applied in fuel cell technology and has shown the antifouling and antibacterial property. ” ][/bg_collapse] |
| Utilization of Vetiver Grass Containing Metals as Lignocellulosic Raw Materials for Bioethanol Production Dr. Elvi Restiawaty, Arinta Dewi |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Vetiver grass is a phytoremediation plant, which can be used to conserve soil or water from heavy metal contamination. Further utilization of vetiver can provide economic benefits, such as the use of the roots to produce essential oil and the leaves for bioethanol production. This study deals with the production of bioethanol by using of the vetiver, which former usage in revitalizing Al or Al/Ni contaminated water. In this study, the production of bioethanol from vetiver leaves containing Al or Al/Ni was done by using Neurospora intermedia, which can carry out the simultaneous saccharification and fermentation. The effects of Al or Al/Ni on the growth of Neurospora intermedia and the production of bioethanol were investigated. It was observed that the growth of Neurospora intermedia is not affected with the present of Al with the concentration range of 5-80 ppm. Nevertheless, the growth rate of Neurospora intermedia was increased when 1 ppm Ni was added to the culture medium. The highest value of growth rate was achieved when 10 ppm Al and 1 ppm Ni were contained in the culture medium, i.e. 0,037 h-1. The present of Al in culture medium could affect the enzyme performances of Neurospora intermedia to produce bioethanol. The higher Al concentration contained in the culture medium, the lower bioethanol yielded. However, the addition of 1 ppm Ni into the culture medium is able to improve the yield of bioethanol up to 20% increase”][/bg_collapse] |
| Selection of Negative Carbon Emission Technology in Power Plant’s Fuel Combustion Process Dr. Retno Gumilang Dewi, Dr. Utjok Siagian, Dr. Anggit Raksajati, Zakiah D. Nurfajrin, Bayu Wisnu Aji |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”Indonesia has abundant coal resources, but in 2013, Indonesia coal exports began to weaken which resulted in a decrease in the economic level in the coal mining sector, especially the use of coal in the country is very small when compared with the amount of coal exports. Indonesia largest coal importing country, China, is beginning to reduce its use of coal for its energy sector, as China is committed to greenhouse gas emissions at the Convention on Agreement or UNFCCC (The United Nations Framework Convention on Climate Change) by replacing the main coal fuels with renewable energy. Not only China, but also Indonesia also committed in the agreement. This means that the use of fuel and also environmentally friendly technology will continue to be developed in Indonesia. On the other hand Indonesia can not leave abundant coal resources. Consequently, there is a need for attention in the utilization of coal by integrating coal and low-carbon technologies, one of which is BECCS (Biomass Energy and Carbon Capture Storage) which is the main topic in this research. In this research, we want to see the potential of Greenhouse Gas (GHG) mitigation efforts in the power generation sector with low-carbon technology in 2015 to 2050, by making scenarios as achievements of desired targets, such as BAUS (Counter Bussiness As Usual), CM1 (Countermeasures 1 ), CM2 (Countermeasures 2), and CM3 (Countermeasures 3), using the AIM / end-use energy model developed by Japan National Institute for Environmental Studies (NIES). In conclusion, the resulting CO₂ emissions increase in the BL scenario by 7% annually, with total emissions in the year 2050 of 3,661 Mtoe, CM1 scenario of 5% per year with total emissions in 2050 of 1,767 Mtoe, and CM2 scenario of 2% with total emissions in 2050 765 Mtoe. CO₂ emissions generated, other than stored in storage (CCS) can also be used for raw materials in various industries, and can also be used for Enhancment Oil Recovery (EOR) purposes in the oil and gas industry. Meanwhile, for the largest energy use in CCS of 1,315 Mtoe in 2050 in the CM2 scenario, for the largest coal energy use in 2050 is on a BL scenario of 915 Mtoe, with coal being converted into electricity of only 280 Mtoe.”][/bg_collapse] |
| Molecular Zeolite Assessment for Adsorption of Gas Molecules Dr. Antonius Indarto, Dr. Megawati Zunita and Dr. Pramujo Widiatmoko |
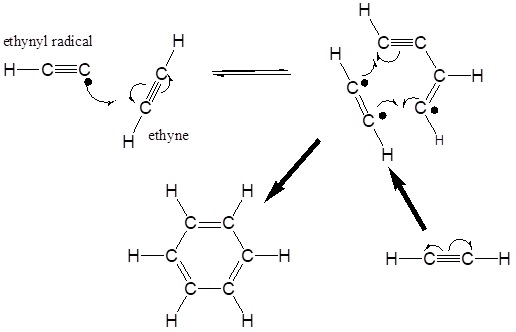 |
| [bg_collapse view=”link-inline” color=”#4a4949″ icon=”arrow” expand_text=”Show Abstract” collapse_text=”This study investigates the mechanism of aromatic formation from acetylene over zeolite catalyst. The mechanism of reaction was focused following continuous acetylene addition scheme at two different phases: gaseous and adsorbed phase. By evaluating the Gibbs free energy (ΔG) profile of theoretical density functional theory (DFT) calculation, the comparison could summarize adequately if in the presence of zeolite particle, the aromatic formation reactions could have reduced barrier energies of addition reactions with respect to the gaseous phase ones, a sort of catalytic effect. The mechanism of phenyl formation via radical reaction is showed in Figure 1.” ][/bg_collapse] |